 انگلیسی
انگلیسی 中文简体
中文简体

دانش صنعت
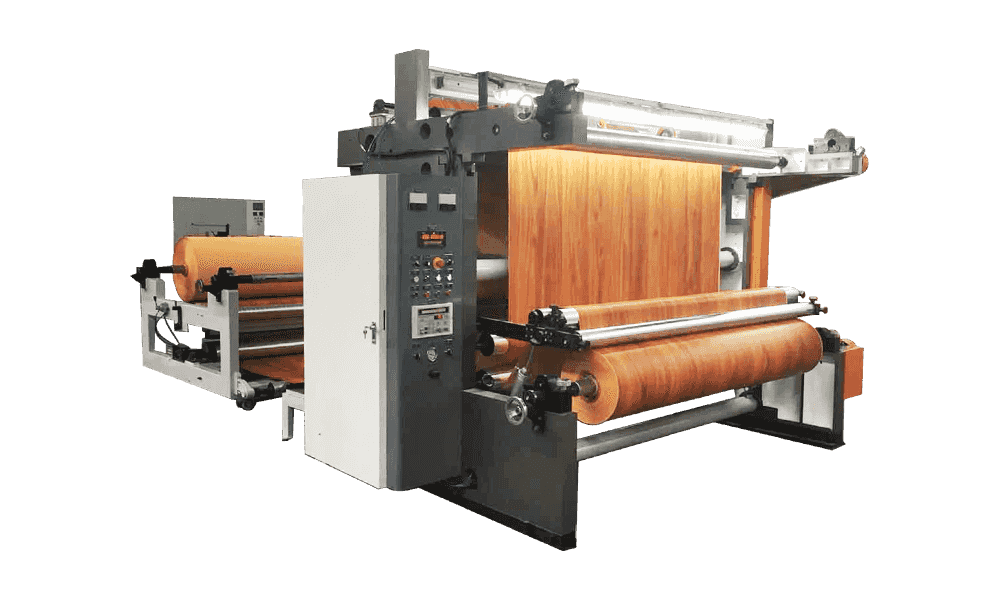
اجزای کلیدی یک ماشین بازرسی ?
باز کردن:بازکننده به عنوان نقطه شروع فرآیند عمل می کند، جایی که مواد خام به دستگاه وارد می شود. تامین مداوم و کنترل شده مواد برای بازرسی و پیچیدن را تضمین می کند.
بازکن معمولاً از اجزایی مانند شفت، چاک یا ترمزهای پنوماتیکی برای نگهداری و رها کردن مواد در صورت نیاز تشکیل شده است.
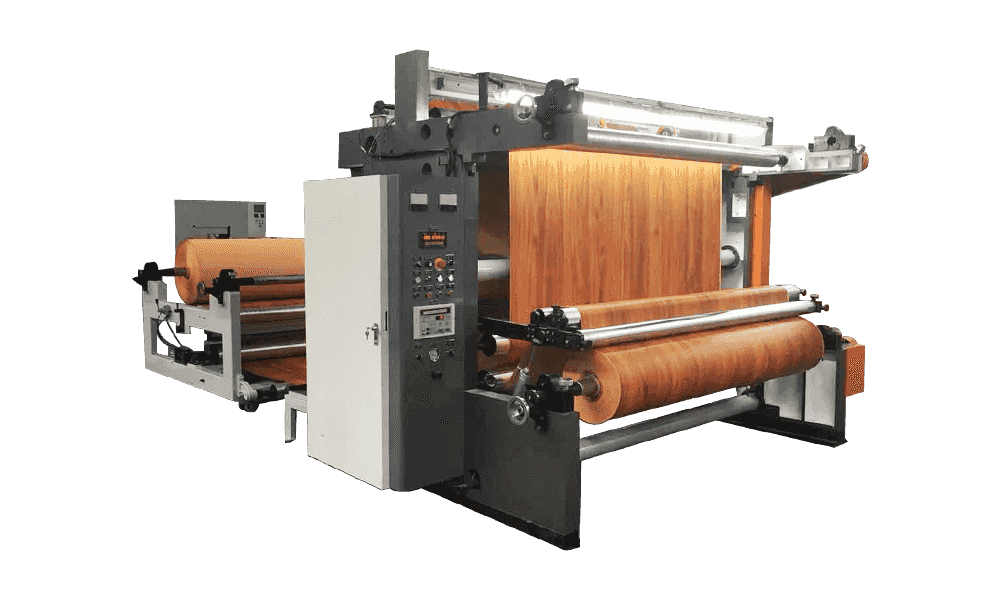
سیستمهای کنترل کشش در دستگاه بازکن اطمینان حاصل میکنند که مواد با کشش مناسب تغذیه میشوند تا از چروکشدن، کشیدگی یا پارگی در طول فرآیند بازرسی و بازپیچی جلوگیری شود.
ایستگاه بازرسی:
ایستگاه بازرسی جایی است که مواد مورد بررسی دقیق برای هر گونه نقص، نقص یا نقص قرار می گیرند.
بسته به ماهیت ماده و سطح دقت مورد نیاز، ممکن است از روشهای بازرسی مختلفی استفاده شود، از جمله بازرسی بصری، بازرسی نوری با استفاده از دوربینها یا حسگرها، یا سایر تکنیکهای تخصصی.
سیستمهای بازرسی پیشرفته، مواد را در زمان واقعی تجزیه و تحلیل میکنند و نقصهایی مانند چاپ اشتباه، تغییرات رنگ، خراش یا ذرات خارجی را تشخیص میدهند.
ایستگاه بازرسی ممکن است شامل الگوریتمهای نرمافزاری برای تشخیص و طبقهبندی نقص باشد که امکان تصمیمگیری خودکار بر اساس معیارهای از پیش تعریف شده را فراهم میکند.
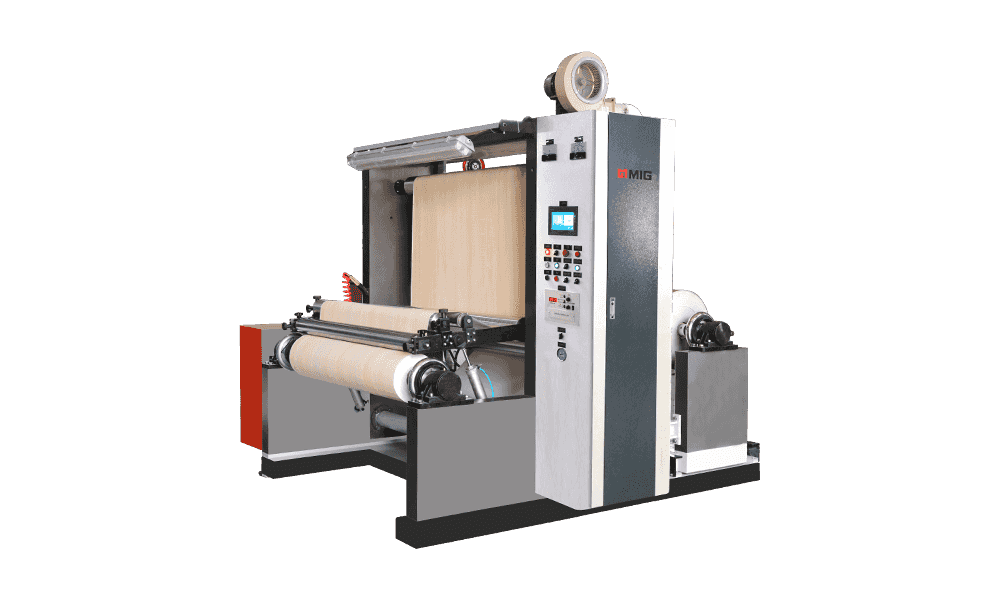
بخش عقب نشینی:
پس از بازرسی، مواد به سمت بخش عقب می روند، جایی که به صورت دقیق و کنترل شده روی یک هسته یا قرقره جدید پیچیده می شوند.
بخش سیم پیچی معمولاً از شفت های سیم پیچ، غلتک ها و مکانیزم های محرک برای تسهیل سیم پیچی صاف و یکنواخت مواد تشکیل شده است.
سیستمهای کنترل کشش در بخش پیچخوردگی، اطمینان حاصل میکنند که مواد در تنش مورد نظر برای حفظ یکپارچگی و ظاهر خود پیچیده میشوند.
بخش سیم پیچی ممکن است شامل ویژگی هایی مانند سیم پیچ دیفرانسیل برای جبران تغییرات در ضخامت یا عرض مواد باشد و از کیفیت سیم پیچ ثابت در کل قرقره اطمینان حاصل کند.
صفحه کنترل:
پانل کنترل به عنوان رابط بین اپراتور و دستگاه عمل می کند و امکان تنظیم پارامترهای مختلف و نظارت بر فرآیند بازرسی و پیچیدن را فراهم می کند.
اپراتورها می توانند پارامترهایی مانند معیارهای بازرسی، کشش سیم پیچ، سرعت و گزینه های برش را از طریق کنترل پنل تنظیم کنند.
پانل کنترل ممکن است دادههای بلادرنگ مانند تعداد نقص، سرعت تولید و وضعیت ماشین را نمایش دهد و اپراتورها را قادر میسازد تا تصمیمات آگاهانه بگیرند و عملکرد دستگاه را بهینه کنند.
سیستم رانندگی:
سیستم محرک شامل موتورها، چرخ دنده ها، تسمه ها و سایر اجزای مکانیکی است که مسئول فرآیندهای باز کردن، بازرسی و پیچیدن هستند.
کنترل دقیق سیستم محرک عملکرد صاف و یکنواخت دستگاه را در سطوح سرعت و کشش مورد نظر تضمین می کند.
سیستمهای درایو پیشرفته ممکن است از موتورهای سروو یا الگوریتمهای کنترل حلقه بسته برای دستیابی به کنترل دقیق سرعت و تنش، بهویژه در کاربردهای با سرعت بالا یا با دقت بالا، استفاده کنند.
سیستم کنترل تنش:
حفظ تنش مناسب در طول فرآیند بازرسی و پیچیدن به عقب برای اطمینان از کیفیت و یکپارچگی محصول نهایی بسیار مهم است.
سیستمهای کنترل کشش، کشش مواد را هنگام حرکت در دستگاه تنظیم میکنند و سرعت باز کردن و بازپیچ را برای حفظ تنش ثابت تنظیم میکنند.
سنسورهای بازخورد، لودسل ها یا تنظیم کننده های پنوماتیک ممکن است برای اندازه گیری و کنترل کشش، جبران تغییرات در خواص مواد یا شرایط پردازش استفاده شوند.
مکانیسم برش (اختیاری):
مقداری بازرسی ماشین آلات سیم پیچ ممکن است شامل یک مکانیسم برش برای برش یا جدا کردن مواد به طول ها یا بخش های خاص پس از پیچیدن به عقب باشد.
مکانیسم برش ممکن است با تیغه، چاقو یا برش لیزری بسته به مواد و دقت برش مورد نظر مجهز باشد.
سیستم های برش خودکار ممکن است با کنترل پنل ادغام شوند تا کنترل دقیق پارامترهای برش مانند طول، زاویه و سرعت را فراهم کنند.
