 انگلیسی
انگلیسی 中文简体
中文简体چگونه یک دستگاه چاپ گراور برای مواد تکمیل پانل بر پایه چوب واقعاً کار می کند (و چرا اهمیت دارد)
چه ارتباطی چاپ گراور با پانل های چوبی دارد
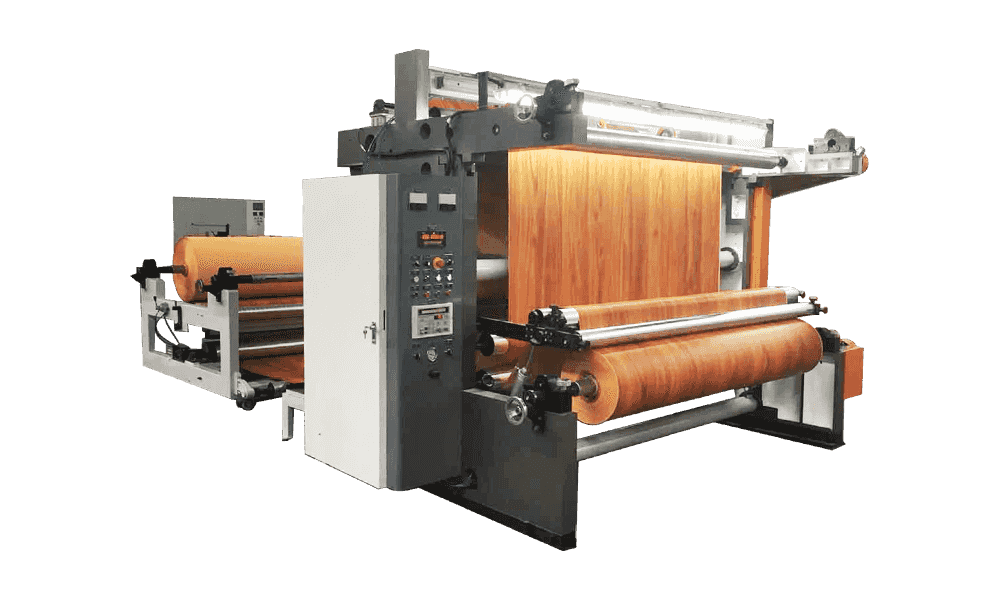
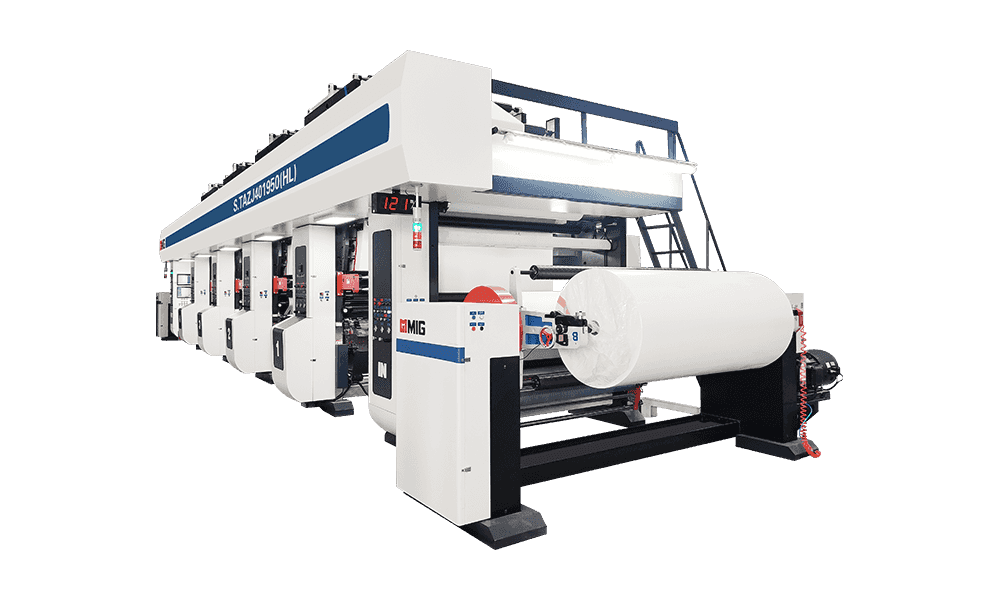
به هر نمایشگاه مبلمان یا خردهفروشی کفپوش بروید و به الگوهای دانههای چوب روی تختههای امدیاف، تختههای کفپوش لمینت یا پانلهای ملامینه نگاه کنید. به احتمال زیاد، آن بافت های فوق واقعی - خطوط دانه ریز، جزئیات گره، و گرادیان رنگ - با استفاده از دستگاه چاپ گراور چاپ شده اند. ارتباط بین فرآیند چاپ صنعتی و صنعت مبلمان بلافاصله مشخص نیست، اما یکی از مهمترین روابط در تولید پانل مدرن است.
چاپ گراور - همچنین به عنوان چاپ گراور یا چاپ گراور شناخته می شود - جوهر را از فرورفتگی های حکاکی شده روی یک سیلندر چرخان مستقیماً روی یک زیرلایه منتقل می کند. برای مواد تکمیل کننده پانل های مبتنی بر چوب، بستر معمولاً کاغذ پایه تزئینی یا یک فیلم چاپ مستقیم است که بعداً لمینیت، فشرده یا به یک هسته پانل مانند MDF، تخته خرده چوب یا تخته سه لا چسبانده می شود. نتیجه سطحی است که می تواند به طور متقاعدکننده ای از چوب، سنگ، پارچه یا الگوهای انتزاعی در سطحی از جزئیات و تکرارپذیری تقلید کند که هیچ روش چاپ دیگری در مقیاس صنعتی به آن دست نمی یابد.
اجزای اصلی یک ماشین چاپ گراور برای تکمیل پانل
الف دستگاه چاپ روتوگراور برای مواد تکمیل پانل بر پایه چوب یک قطعه تجهیزات بسیار تخصصی است. درک مؤلفههای کلیدی آن کمک میکند تا هم آنچه را که به خوبی انجام میدهد و هم محدودیتهای آن مشخص شود.
استوانه گراور
سیلندر گراور قلب کل دستگاه است. این یک غلتک با پوشش فولادی یا مسی است که میلیون ها سلول کوچک - فرورفتگی های میکروسکوپی - روی سطح آن حک شده است. هر سلول حجم خاصی از جوهر را در خود جای می دهد. هنگامی که استوانه در برابر بستر میچرخد، جوهر از این سلولها منتقل میشود و با عبور وب از چندین واحد چاپ، تصویر کامل لایه به لایه ایجاد میشود. برای کاربردهای تزئینی پانلهای چوبی، استوانهها با دانههای چوب، سنگ یا الگوهای نساجی با کیفیت بالا حکاکی میشوند که اغلب از اسکنهای سهبعدی مواد طبیعی واقعی تهیه میشوند. عمق و هندسه هر سلول، تراکم رنگ و درجه بندی تونال را تعیین می کند.
دکتر بلید
تیغه دکتر که درست قبل از نقطه برداشت نصب شده است، یک نوار فولادی یا پلاستیکی نازک است که جوهر اضافی را از سطح صاف سیلندر می تراشد و جوهر را فقط در داخل سلول های حکاکی شده باقی می گذارد. دقت تیغه دکتر - زاویه، فشار و جنس آن - مستقیماً بر وضوح چاپ و مصرف جوهر تأثیر می گذارد. تیغه های داکتر فرسوده یا نامناسب یکی از رایج ترین منابع عیوب چاپ مانند رگه شدن، ناهماهنگی توناژ یا لکه دار شدن جوهر در سطح زیرلایه هستند.
غلتک تاثیرگذاری
غلتک قالب یک استوانه با روکش لاستیکی است که در حین انتقال جوهر، بستر را محکم بر روی سیلندر گراور فشار می دهد. فشار نیپ بین این دو غلتک باید دقیقاً کنترل شود. فشار بسیار کم منجر به انتقال ناقص جوهر و از دست رفتن جزئیات تونال می شود. فشار بیش از حد باعث کشیده شدن بستر، تغییر شکل الگوهای ظریف یا آسیب فیزیکی می شود، مخصوصاً هنگام چاپ روی کاغذهای تزئینی نازک مورد استفاده در تکمیل پانل.
سیستم تحویل و گردش جوهر
چاپ گراور از جوهرهای مبتنی بر حلال یا پایه آب با ویسکوزیته کم استفاده می کند که به طور مداوم به یک فرورفتگی تحویل داده می شود که در آن قسمت پایینی سیلندر گراور در آن غوطه ور یا غرق شده است. جوهرهای مورد استفاده برای مواد تکمیل کننده پانل های چوبی باید الزامات خاصی را برآورده کنند: آنها باید به خوبی با کاغذ یا فیلم پایه بچسبند، در طول فرآیند لمینیت و پرس ثابت بمانند و رنگ هایی تولید کنند که با استانداردهای طراحی تایید شده در چاپ های بسیار طولانی که اغلب در ده ها هزار متر خطی در هر کار اندازه گیری می شوند مطابقت داشته باشد.
واحدهای خشک کردن
بین هر ایستگاه چاپ، تونل های خشک کن با هوای گرم یا خشک کن های مادون قرمز، حلال جوهر را قبل از اعمال لایه رنگ بعدی تبخیر می کنند. خشک شدن ناکافی باعث مخلوط شدن رنگ، قطع شدن جوهر و مسدود شدن رول عقب می شود. برای جوهرهای مبتنی بر حلال، واحدهای خشککن نیز با سیستمهای بازیابی حلال ادغام میشوند که حلالهای تبخیر شده را جذب و بازیافت میکنند - هم برای رعایت محیط زیست و هم برای کاهش هزینههای مواد.
نحوه عملکرد فرآیند چاپ چند رنگ بر روی لایه های تزئینی
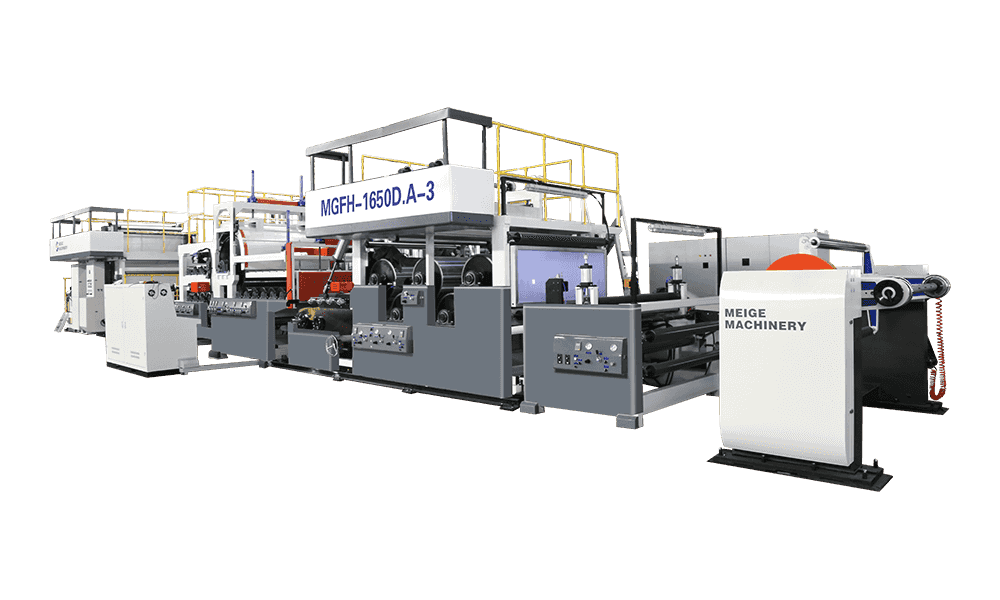
اکثر دستگاه های چاپ گراور برای مواد تکمیل کننده پانل های چوبی به عنوان سیستم های خطی چند واحدی عمل می کنند. یک رول از بستر پایه - کاغذ تزئینی معمولاً 80 تا 120 گرم در متر آغشته به رزین ملامین یا یک فیلم PVC/PET - به اولین واحد چاپ وارد می شود، جایی که اولین لایه رنگی اعمال می شود. سپس وب قبل از ورود به واحد دوم از طریق یک تونل خشک کردن عبور می کند و به همین ترتیب از شش تا ده ایستگاه چاپ ادامه می دهد.
برای یک الگوی دانه های چوب واقعی، یک دنباله چاپ معمولی ممکن است شامل یک لایه پایه برای رنگ کلی زمین، به دنبال پاس های جداگانه برای رنگ های گرم، خطوط دانه تیره تر، تاکیدات برجسته، و یک لایه علامت ثبت نهایی برای هم ترازی پوشش بافت باشد. هر سیلندر باید در ثبت تقریباً کامل باشد - به این معنی که عناصر تصویر از هر واحد چاپ باید دقیقاً در کسری از میلیمتر ردیف شوند. ماشینهای مدرن از سنسورهای نوری و کنترلهای رجیستر مبتنی بر سروو برای حفظ این تراز به طور خودکار در سرعتهای اغلب بیش از 200 متر در دقیقه استفاده میکنند.
بسترهای سازگار با چاپ گراور در فینیشینگ پانل
طیف زیرلایه هایی که دستگاه های چاپ گراور در صنعت تکمیل پانل های چوبی کار می کنند، وسیع تر از آن چیزی است که بسیاری تصور می کنند. هر ماده دارای خواص سطحی، سطوح تخلخل و ویژگیهای کششی متفاوتی است که بر نحوه عبور آن از دستگاه و میزان پذیرش جوهر تأثیر میگذارد.
| نوع بستر | وزن / ضخامت معمولی | استفاده نهایی مشترک | سیستم جوهر |
| کاغذ پایه تزئینی | 70-120 گرم در متر | لمینت ملامینه HPL | حلال یا بر پایه آب |
| کاغذ از پیش آغشته شده (پیش آغشته) | 80-140 گرم در متر | کفپوش لمینت با فشار مستقیم | بر پایه حلال |
| فیلم پی وی سی | 0.08-0.20 میلی متر | فویل مبلمان، بسته بندی پوست درب | بر پایه حلال |
| فیلم PET | 0.05-0.15 میلی متر | روکش پانل با براقیت بالا | UV یا مبتنی بر حلال |
| فیلم CPP / OPP | 0.02-0.06 میلی متر | فیلم پوشش محافظ برای پانل ها | بر پایه آب |
هر یک از این زیرلایه ها به پیکربندی ماشین خاصی نیاز دارند. بسترهای کاغذی در کنترل کشش نسبتاً بخشنده هستند اما بسته به حالت آغشته بودن جوهر را متفاوت جذب می کنند. فیلمهای پلاستیکی برای بهبود چسبندگی جوهر قبل از چاپ نیاز به درمان تاج یا پوشش پرایمر دارند و برای جلوگیری از کشیدگی یا چروک شدن که ثبت الگو را از بین میبرد، نیاز به کنترل کشش دقیق در سراسر مسیر وب دارند.
روش های حکاکی سیلندر و تاثیر آنها بر کیفیت چاپ
کیفیت سطح پانل چوبی چاپ گراور فقط به اندازه استوانه ای است که از آن چاپ شده است. دو روش اصلی حکاکی در تولید سیلندر مدرن برای چاپ پانل های تزئینی استفاده می شود:
حکاکی الکترومکانیکی (EME)
حکاکی الکترومکانیکی از یک قلم با نوک الماس استفاده می کند که با فرکانس بالا نوسان می کند تا سلول ها را مستقیماً در سطح استوانه ای با روکش مسی برش دهد. عمق و عرض هر سلول توسط دامنه سیگنال که از فایل تصویر دیجیتال مشتق شده است، کنترل می شود. EME سریع، دقیق است و هندسه سلولی ثابتی را در کل سیلندر ایجاد می کند. برای الگوهای دانه چوب که نیاز به درجه بندی تونال غنی و بازتولید خطوط ظریف دارند - مانند تغییر رنگ ظریف در دانه بلوط یا گردو - سیلندرهای EME نتایج فوق العاده ای ارائه می دهند. پس از حکاکی، سیلندرها معمولاً برای سختی و دوام کروم اندود می شوند و عمر مفید آنها را تا میلیون ها قالب افزایش می دهد.
حکاکی لیزری
سیستمهای حکاکی لیزری با استفاده از یک پرتو پر انرژی متمرکز، یا مستقیماً روی مس یا روی یک پوشش روی یا سرامیک، مواد را از سطح سیلندر جدا میکنند. فناوری لیزر به شکلها و هندسههای سلولی اجازه میدهد که با قلم مکانیکی غیرممکن هستند - از جمله سلولهای با زاویه متغیر که انتشار جوهر را بهبود میبخشند و افزایش نقطه را کاهش میدهند. برای بافتهای بسیار ظریف مانند بافت پارچه یا طرحهای منافذ سنگی که در کاربردهای مجاور پانلهای چوبی استفاده میشوند، استوانههای حکاکی شده با لیزر میتوانند وضوحی بیش از ۸۰ خط در سانتیمتر داشته باشند و جزئیاتی را ایجاد کنند که با بازتولید عکاسی رقابت میکند.

مشخصات کلیدی ماشین برای ارزیابی هنگام خرید
انتخاب دستگاه چاپ خاتم مناسب برای عملیات تکمیل پانل های چوبی مستلزم درک این است که کدام مشخصات فنی واقعاً برای برنامه مهم هستند، نه اینکه تحت تأثیر معیارهای عمومی صنعت چاپ قرار گیرند که ممکن است مستقیماً به تولید پانل های تزئینی ترجمه نشود.
- عرض چاپ: رول های کاغذ تزئینی استاندارد برای تکمیل پانل معمولاً در عرض 1250 میلی متر تا 2100 میلی متر کار می کنند. حداکثر عرض چاپ دستگاه شما باید گسترده ترین قالب زیرلایه را در محدوده محصول شما داشته باشد، زیرا تغییر اندازه سیلندر گران و زمان بر است.
- تعداد واحدهای چاپ: ایستگاه های چاپ بیشتر به معنای رنگ های موجود بیشتر و پیچیدگی طراحی است. اکثر الگوهای دانه چوب حداقل به چهار واحد نیاز دارند. الگوهای پیچیده سنگ یا پارچه اغلب از شش یا بیشتر استفاده می کنند. ماشینهای با معماری مدولار اجازه میدهند واحدها بعداً با افزایش نیازهای تولید اضافه شوند.
- حداکثر سرعت چاپ: دستگاه های چاپ گراور با خروجی بالا برای کاربردهای پانل های تزئینی بین 150 تا 400 متر در دقیقه کار می کنند. سرعت بالاتر، توان عملیاتی را افزایش میدهد، اما به جوهرهایی با خشک شدن سریعتر، خشککنهای قویتر و سیستمهای کنترل ثبت محکمتر نیاز دارد. میانگین طول کار و فرکانس تغییر واقعی خود را ارزیابی کنید - اگر سیلندرها را هر 3000 متر تغییر دهید، سرعت خام بی معنی است.
- سیستم کنترل ثبت نام: به دنبال تصحیح رجیستر مبتنی بر سروو با سنسورهای ثبت نوری خودکار باشید که می تواند دقت 0.1± میلی متر را در سرعت کامل تولید حفظ کند. ثبت نامناسب علت اصلی ناهماهنگی الگو در چاپ دانه های چوبی چند رنگ است.
- معماری کنترل کشش: کشش ثابت وب در سراسر مسیر چاپ برای هر دو لایه کاغذ و فیلم بسیار مهم است. ماشینها باید کنترل ناحیه تنش مستقل را از باز کردن در تمام واحدهای چاپ تا عقب، با سیستمهای بازخورد سلول لود به جای ترتیبات ساده رقصنده ارائه دهند.
- ظرفیت سیستم خشک کردن: ظرفیت خشک کن باید با حداکثر سرعت چاپ و بار تبخیر جوهرهای مورد استفاده مطابقت داشته باشد. خشک کن های کم توان، گلوگاهی هستند که اپراتورها را مجبور می کند تا سرعت را کاهش دهند و توان عملیاتی نامی دستگاه را نفی کنند. بازده بازیافت حلال نیز یک عامل مهم هزینه و انطباق است.
- سیستم بارگیری و تعویض سیلندر: در عملیات پانل های تزئینی با تنوع بالا، تغییرات سیلندر اغلب اتفاق می افتد. ماشینهای دارای چرخ دستیهای نصبشده روی ریل، سیستمهای پیشثبتنام و اتصالات تامین جوهر با اتصال سریع، زمان تغییر را از ساعتها به کمتر از ۳۰ دقیقه در تجهیزات با طراحی خوب کاهش میدهند.
ملاحظات فرمولاسیون جوهر برای کاربردهای تکمیل پانل چوبی
جوهرهای مورد استفاده در چاپ گراور برای تکمیل پانل های چوبی، جوهرهای چاپ استاندارد نیستند - آنها باید از فرآیندهای لمینیت پایین دست، پرس و پردازش سطحی که یک کاغذ یا فیلم چاپ شده را به یک سطح پانل تمام شده تبدیل می کند، جان سالم به در ببرند. این تقاضاهای منحصر به فردی را برای شیمی جوهر ایجاد می کند.
برای ورقه های پرس ملامینه، جوهرها باید در برابر دماها و فشارهای بالای پرس چرخه کوتاه مقاومت کنند - معمولاً 180 تا 210 درجه سانتیگراد و 25 تا 40 بار. جوهرهایی که حاوی اجزایی هستند که در این شرایط تجزیه یا خونریزی می کنند، تغییر رنگ یا آلودگی سطحی را در پانل تمام شده ایجاد می کنند. اکثر تامین کنندگان جوهرهای گراور پایدار در فشار را ارائه می دهند که به طور خاص برای کاربردهای لمینت ملامین فرموله شده اند، با رنگدانه ها و چسب ها برای پایداری حرارتی انتخاب شده اند.
برای کاربردهای فویل پی وی سی که در بسته بندی مبلمان و تولید پوست درب استفاده می شود، فویل چاپ شده از طریق فرآیند تشکیل خلاء یا پرس غشایی با حرارت می گذرد. جوهرها به جای شکننده شدن باید انعطاف پذیر باقی بمانند، زیرا لایه های جوهر شکننده در طول فرآیند شکل گیری ترک می خورند و عیوب قابل مشاهده را در خم ها و لبه ها ایجاد می کنند. مهاجرت روان کننده از بستر PVC به لایه جوهر یکی دیگر از نگرانی های پایداری طولانی مدت است که باید از طریق فرمولاسیون جوهر برطرف شود.
ایرادات رایج چاپ در چاپ گراور پانل چوب و نحوه جلوگیری از آنها
حتی با وجود تجهیزاتی که به خوبی نگهداری می شوند و مواد با کیفیت، چاپ گراور برای سطوح پانل های تزئینی مستعد مجموعه خاصی از عیوب مکرر است. شناخت علل ریشه ای آنها اولین گام برای پیشگیری سیستماتیک است.
نقاط گمشده (پرش)
پرش زمانی اتفاق میافتد که جوهر نتواند از سلولهای حکاکی شده به زیرلایه منتقل شود و لکههای سفید کوچکی در سراسر تصویر چاپ شده ایجاد کند. شایعترین دلایل، ویسکوزیته جوهر بسیار بالا، فشار برداشت ناکافی، آلودگی تیغه دکتر یا سطح بستری است که برای ایجاد آزادسازی جوهر مویرگی کافی بسیار صاف است. نظارت بر ویسکوزیته جوهر در زمان واقعی و تمیز نگه داشتن تیغه های دکتر با برنامه های منظم تعویض تیغه به طور قابل توجهی فرکانس پرش را کاهش می دهد.
دکتر بلید استریکس
رگههایی که در جهت دستگاه حرکت میکنند توسط ذرات گیر کرده بین تیغه دکتر و سطح سیلندر ایجاد میشوند و کانالی ایجاد میکنند که اجازه میدهد جوهر از تیغه عبور کند. جوهر آلوده، ذرات خارجی سخت ناشی از سایش سیلندر، یا لبه تیغه آسیب دیده همگی می توانند باعث این عیب شوند. استفاده از سیستم های ارسال جوهر فیلتر شده و بازرسی تیغه های دکتر قبل از هر کار، اقدامات پیشگیرانه استاندارد است.
ثبت نام اشتباه الگو
هنگامی که لایه های رنگی از چندین واحد چاپی در یک راستا قرار نمی گیرند، جزئیات ظریف در دانه چوب تار یا دو برابر می شوند. ثبت نادرست اغلب به دلیل نوسانات کشش وب، انبساط حرارتی بسترها در محیطهای خشک کن ضعیف یا سیستمهای سروو ثبت است که برای اصلاح اختلالات کند هستند. حفظ دمای ثابت خشک کن و اطمینان از کالیبره شدن مناسب سیستم کنترل کشش برای زیرلایه در حال اجرا، اکثر مشکلات ثبت را برطرف می کند.
تنظیم و مسدود کردن جوهر
جابجایی زمانی اتفاق میافتد که جوهر مرطوب یا خشک نشده به اندازه کافی از سمت چاپ شده وب به سمت عقب لایه بالای آن روی رول عقب منتقل میشود و به هر دو سطح آسیب میرساند. این نقص تقریباً همیشه ناشی از کارکردن با سرعتهایی است که بیش از ظرفیت تبخیر خشک کن برای ترکیب جوهر و بستر فعلی است. کاهش سرعت یا افزایش دمای خشک کن (در محدوده تحمل بستر) مشکل فوری را حل می کند. راه حل های بلند مدت شامل ارتقاء ظرفیت خشک کن یا تغییر فرمولاسیون جوهر با خشک شدن سریع تر است.
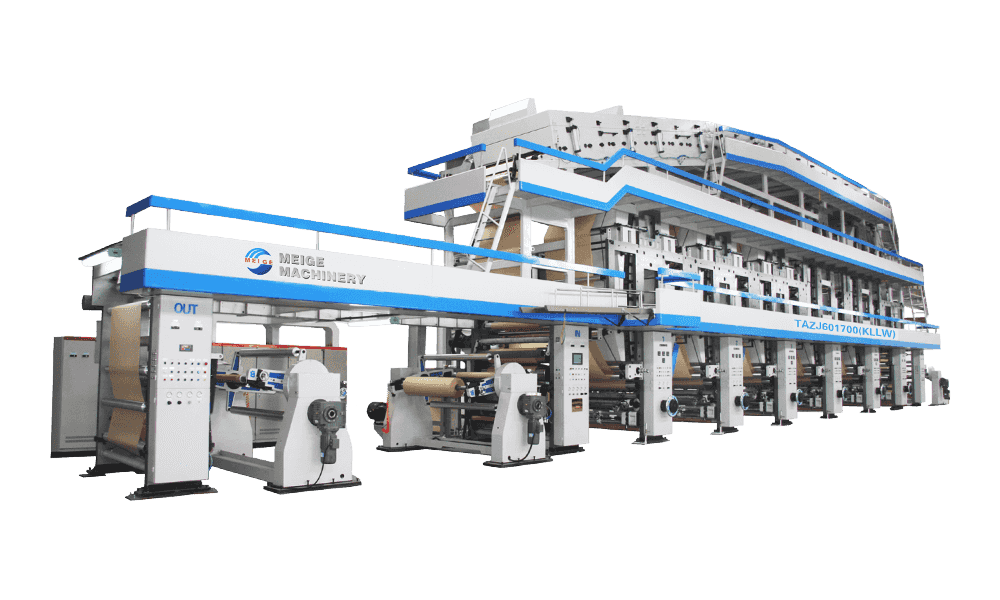
مقایسه چاپ گراور با سایر فن آوری های چاپ پانل
چاپ گراور تنها فناوری موجود برای تولید سطوح تزئینی برای پانلهای چوبی نیست، و قبل از تصمیمگیری برای سرمایهگذاری، ارزش آن را دارد که در مقایسه با جایگزینها درک کنیم.
| تکنولوژی | کیفیت چاپ | طول اجرا | هزینه راه اندازی | بهترین برای |
| روتوگراور | عالی | بسیار طولانی (50000 متر) | بالا (هزینه سیلندر) | دکورهای استاندارد با حجم بالا |
| فلکسوگرافی | خوب | متوسط – بلند | متوسط | رنگ های ثابت، الگوهای ساده |
| جوهر افشان دیجیتال | خیلی خوبه | کوتاه–متوسط | کم (بدون سیلندر) | دکورهای سفارشی، اجراهای کوتاه |
| لیتوگرافی افست | عالی | متوسط | متوسط | به ندرت در تکمیل پانل استفاده می شود |
مزیت بی بدیل چاپ گراور برای تزیین پانل های چوبی با حجم بالا، سازگاری آن در دوره های بسیار طولانی و توانایی آن در بازتولید شیب های تونال ظریف در بافت های چوب و سنگ بهتر از هر فرآیند آنالوگ رقیب است. نقطه ضعف اصلی آن - هزینه بالای آماده سازی سیلندر - باعث می شود که از نظر اقتصادی برای دوره های کوتاه یا تغییرات مکرر طراحی نامناسب باشد. بسیاری از تولیدکنندگان بزرگتر هماکنون هر دو خط گراور را برای کاتالوگ دکور با حجم بالا و خطوط جوهرافشان دیجیتال برای سفارشهای سفارشی کوتاهمدت اجرا میکنند و از هر دو روش بهترین استفاده را میبرند.
روش های تعمیر و نگهداری که از عملکرد بلند مدت ماشین محافظت می کند
الف gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- برنامه تعویض دکتر تیغه: تیغه ها باید بر اساس یک برنامه ثابت - معمولاً هر جابجایی یا هر تغییر رول برای تولید با سرعت بالا - به جای منتظر ماندن برای ظاهر شدن عیوب قابل مشاهده، تعویض شوند. خراب شدن تیغه ها باعث آسیب به سطح سیلندر می شود که تعمیر آن بسیار گران تر است.
- بازرسی غلتکی قالب گیری: غلتک های قالب گیری لاستیکی با گذشت زمان سخت می شوند و بی نظمی های سطحی ایجاد می کنند. اندازهگیریهای منظم سختی Shore و بازرسیهای سطح قبل از اینکه باعث مشکلات کیفیت چاپ شود، خراب میشوند. غلتک ها باید دوباره آسیاب شوند یا زمانی که سختی فراتر از مشخصات منحرف شود، تعویض شوند.
- شستشوی سیستم جوهر: مخازن جوهر، پمپ ها و خطوط گردش مجدد باید در طول هر تغییر رنگ و در پایان هر دوره تولید کاملاً شسته شوند. رسوبات جوهر خشک شده در خطوط تحویل باعث ناپایداری ویسکوزیته، آلودگی و در نهایت خرابی پمپ می شود.
- نگهداری خشک کن: الفir nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- ثبت کالیبراسیون سیستم: سنسورهای نوری و پارامترهای درایو سروو باید در فواصل زمانی منظم با مشخصات سازنده مجدد کالیبره شوند. رانش در تراز سنسور یا منحنی های پاسخ سروو منجر به تخریب تدریجی ثبت می شود که گاهی با مشکلات زیرلایه یا سیلندر اشتباه گرفته می شود.
- نگهداری و جابجایی سیلندر: سیلندرهای گراور با روکش کروم اجزای دقیقی هستند که در اثر نگهداری نامناسب یا جابجایی بی دقت می توانند آسیب ببینند. سیلندرها را به صورت عمودی روی تکیهگاههای بالشتکشده، دور از رطوبت نگهداری کنید و انتهای ژورنال را ببندید تا از سطوح بلبرینگ در حین حمل و نقل محافظت کنید.
محصولات پیشنهادی
مدل های متنوع، برای رفع نیازهای توسعه مناطق مختلف جهان.


همین الان به ما پیام دهید
لینک های سریع
محصولات
با ما تماس بگیرید
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: شماره 32 Wujiatou، روستای Qingke، خیابان Jincheng، منطقه Lin'an، شهر Hangzhou، استان ژجیانگ
Copyright © شرکت ماشین سازی ژجیانگ میگ با مسئولیت محدود All rights reserved.
 حریم خصوصی
حریم خصوصی